-

成都永创未来机电科技有限公司
主营:贴标机,套标机,输送线

成都永创未来机电科技有限公司
主营:贴标机,套标机,输送线 7
7

套标机异常详解1:
首先大家要认识一下中心柱。可以说一台机器的套产品规格大小,高低,完全由中心柱确定。可以说一种产品只有一套中心柱。中心柱是按照产品的规格来设计的。中心柱能把套膜分开直接套到产品中去。它是定位在刀盘中间的一个模具。可以自由拆装。詷换不同的模具,产品。
一.中心柱卡料了怎么办呢?
1.首先要查找原因:
A.膜料在制造时折径和厚度的控制若偏大或偏小,尤其是在标准尺寸的下线(偏小),更容易造成中心柱卡料。
B.中心柱的夹持点过紧造成标签无法通过中心柱而卡料。
C.切刀的刀边每转一圈回到原点时,可能停止在中心柱的沟槽内,造成膜料标签碰触刀片而卡料。
D.中心柱沟槽可能有被切刀“割伤”现象,导致中心柱表面不光滑而下标不顺畅,造成卡料。
E.被切断后的标签,在等待被刷下时,刷下轮没确实顺利的将切断的标签套入瓶体而产生骨牌效应反映回去造成中心柱卡料。
F.更换新刀片后长度不够,无法切断标签进而无法刷下套入而卡料。
2.解决方案:
A.有效要求标签供应商做好折径值和厚度值的控制,正常所需的折径在±0.5mm以内为标准值,短标的厚度不低于0.035mm,长标厚度不低于0.045mm为适宜。必须请客户将标签折径和厚度按标准值以内以提供给套标机使用。
B.正确调整上下驱动胶轮的力度。
C.必须要检查切刀的原点是否正确,并且检查整个过程控制的搭配,务必在切刀离开中心柱后的有效时间内,才驱动下一张标签,而切刀每转一圈停止时应停留在刀盘内部,不可靠近中心柱沟槽太近,才能确保不卡料。
D.如中心柱沟槽处有割伤现象,将其表面处理圆滑后即可。
E.要确认刷下轮组与中心柱的夹持接触是否确实没有偏移,及刷下轮是否有被磨损而造成刷下的力量无法平均将标签刷下套入瓶体,否则标签将会造成连锁反应至使中心柱卡料。
F.确保更换后的刀片每片长度一致并能刚好切断标签,请参照更换前的旧刀片。
我公司套标机收缩可配备大功率全自动蒸汽发生器,和锅炉蒸汽管道互联,可轻松转换供给方式。
我公司套标机可与整线系统智能互联,接收到进瓶和后端瓶堆积信号进行自动停机和开机动作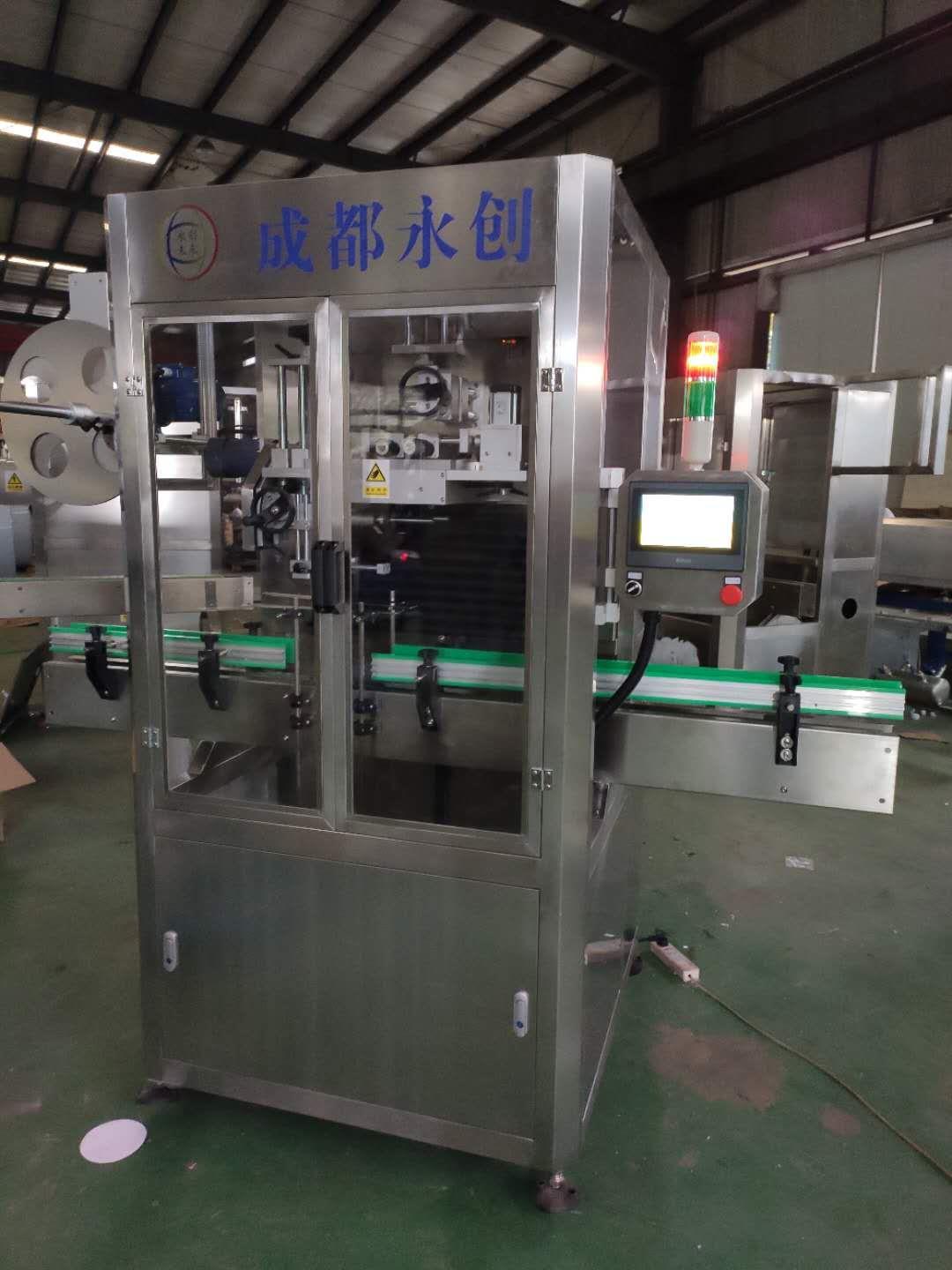
高速套标机技术参数:
型号:YCA-18000BH/ YUCA-24000BH/ YCA-30000BH
特点:
1、 双驱动机械设计,高速运行标签不打滑,更稳定,更精确。
2、 全罩式不锈钢主机防水设计:美观、大方、安全、耐用、符合中国食品行业标准。
3、 全机采用PLC自动控制,免调整、自动检测、自动定位,套标精确稳定;
4、人性化的触摸屏设计:机器操作更简单,使用更方便。
5、精细化的零件加工工艺:机器更加**卓耐用,维护更简洁方便。
6、本机适用于多种甁型,更换甁型规格,仅需简单调整,快捷方便。
常规技术参数:
生产速度:
0-30000瓶/小时
主机尺寸:
2.0米长/1.0米宽/2.0米高
瓶子直径:
38毫米~100毫米
标签长度:
38毫米~250毫米
标签厚度:
0.035毫米~0.13毫米
纸管内径:
3″~10″自由调整