-

成都永创未来机电科技有限公司
主营:贴标机,套标机,输送线

成都永创未来机电科技有限公司
主营:贴标机,套标机,输送线 6
6

贴标机工作原理
工作过程的开始是箱子在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将箱子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮,
回转式全自动贴标机
一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签带压在箱子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带必须不断起停。
标签是在贴标轮与箱子移动速度相同的情况下被贴在箱子上的。当传送带到达了某个特定的位置时,标签带驱动轮会加速到与传送带匹配的速度,贴上标签后,再减速到停止。
由于标签带有可能会产生滑动,所以它上面有登记标志,用来保证每一张标签都被正确地放置。登记标志通过一个传感器来读取,在标签带减速阶段,驱动轮会重新调整位置以修正标签带上的任何位置错误。
贴标机主控采 用 松下 PLC 控制系统, 保持整机运行协调与稳定。
贴标机控制采 用 世 界 知 名 品 牌 的 进 口 电 气 元 件 , 确 保 整 机 的 持 久 稳 定 与 可 靠 性 。
贴标机采用压辊送标, 利于提高贴标精度由于标签在贴标前经过主动压辊的滚压,利于消除标签皱纹,提高贴标质量,达到用尽最后一张标签。
多 功 能 贴 标 机 : 适用方形或扁形产品的单面贴标,调 整 简 单 、适 用 范 围 广 ,只 需 少 量 调 整 即 可完成各种规格 物体 的 相互 转换。
贴标机优点
◆ 适用范围广,可满足圆瓶的全周贴标或半圆周贴标,瓶子间贴标切换简单,调整方便;
◆ 标签重合度高,标带绕行采用纠偏机构,标带不走偏,贴标部位x/y/z三个方向以及倾斜度共八个自由度可调,调整无 死角,标签重合度高;
贴标机产品特点
◆ 贴标质量优,采用弹压性覆标皮带,贴标平整、无皱褶,提升包装质量;
◆ 应用灵活,瓶子站立式贴标,具备自动分瓶功能,可单机生产,也可接流水线生产;
◆ 智能控制,自动光电追踪,具备无物不贴标,无标自动校正和标签自动检测功能,防止漏贴和标签浪费;
◆ 稳定性高,松下PLC+松下触摸屏+松下针形电眼+德国劳易测标签电眼组成的高级电控系统,支持设备7×24小时运转;
◆ 调整简单,贴标速度、输送速度、分瓶速度可实现无级调速,根据需要进行调整;
◆ 坚固耐用,采用三杆调整机构,充分利用三角形的稳定性,整机坚实耐用。采用不锈钢和高级铝合金制造,符合GMP
贴标机适用范围
◆ 适用标签:不干胶标签、不干胶膜、电子监管码、条形码等。
◆ 适用产品:要求在圆周面上贴附标签或膜的产品。
◆ 应用行业:广泛应用于食品、医药、化妆品、日化、电子、五金、塑胶等行业。
◆ 应用实例:PET圆瓶贴标、塑料瓶贴标、食品罐头等。
贴标机工作机构
贴标机的主要工作机构由供标装置、取标装置、打印装置、涂胶装置及联锁装置等几部分组成。
供标装置。供标装置是指在贴标过程中,能将标签纸按一定的工艺要求进行供送的装置。它通常由标仓和推标装置所组成,其中标仓是储存标签的装置,也称标盒。它可根据要求设计成固定的或摆动的,其结构形式有框架式和盒式两种,盒式标仓用的较多。它主要由一块底板和两块侧板组成,两侧板间距可调,以适应标签的尺寸变化,调整一般采用螺旋装置,标仓前端两侧设有挡标爪,有针形、爪形或梳齿形等不同结构形式,其作用是防止标签从标仓中掉落,同时在取标过程中又可把标签逐张分开。标仓中设有推标装置,使前方的标签取走后能不断补充。常见的供标装置有图所示的几种形式。图7-la为滑车式,标盒设计成倾斜的,推标时,倾斜角和滑车的重量决定了对标签叠层的推动力。图7-lb为重锤式,标盒是水平的,推标压力决定重锤重量,补充标签时需停机,多适用于立式贴标机。图7-lc为杠杆式,其标盒竖立从**面供标,供标力决定于平衡重锤的大小,随着标纸的减少,推标盘自动上升。它适用于卧式贴标机,结构简单,生产率高,但补充标签需停机。图7-ld为弹簧式,推标压力为弹簧的弹力,它是变化的,当标签叠层较厚时,压力就大,反之则小。弹簧可采用盘形弹簧,补充标签时也需停机,适用于立式贴标机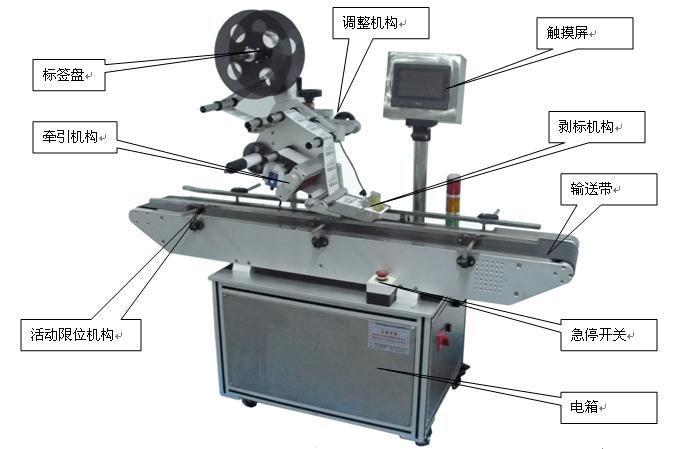
贴标机采用人 机 对 话 式 触 摸 屏,更具人性化的触摸式 控 制屏,全中 文显示, 不仅操作 简单直观,功能齐全,而且具有丰富的帮助功能和故障显示功能。